在现代工业厂房和大型建筑中,高精度密集埋件安装要求越来越高,主要为安装密度高,间距小,表面平整度及水平定位要求高,为了能有效控制埋件安装精度,降低施工及二次打磨处理成本,提高埋件安装一次验收合格率,保证上部安装构件的安装质量,本文进行了专项研究。通过从人、机、料、法、环、测六个方面进行全面分析,列举出各方面可能产生的影响因素,结合现场实际研制出工装装置,制定全过程质量控制措施和施工工艺优化,提高高精度密集埋件安装质量。通过研究和实践证明,专用工装装置和工艺优化能确保高精度密集埋件的安装质量,确保上部结构的安装质量,不仅节约了经济成本,还取得了显著的经济效益和社会效益,提高建筑物的安全性和使用性。
高精度密集埋件安装范围较广,无论安装在哪些部位,传统的安装方法极易导致埋件定位偏差、整体平整度超差和标高不一等质量风险,不仅直接造成高昂的二次处理成本,并造成工期延期和质量风险,更会直接影响上部钢结构的安装精度与结构安全。本文结合具体工程实例,通过埋件从制作到成品检验的全过程影响因素分析,结合现场实际情况设计出专用调平工装和抗浮装置,制定措施并优化全周期施工工艺,形成了一套实用的质量控制技术,有效地控制了高精度密集埋件的安装质量,提高了埋件安装的一次验收合格率。
一、工程概况
本文依托某工业厂房牛腿埋件安装工程,单根牛腿宽1.2 m、高2.2 m、长76.8 m,表面需安装182块高精度埋件,埋件呈密集式排布,间距小且无调整余量。工程设计明确埋件安装核心质量指标:整体表面平整度允许误差为1%且偏差为-2~0 mm,水平和垂直于埋件平面的埋件中心位置允许误差2 mm,无正偏差允许空间,避免影响上部钢梁与牛腿的贴合度。埋件采用Q355D 25 mm厚钢板加工,配套锚筋为HRB300钢筋与埋板采用坡口塞焊连接,埋件加固及安装存在质量偏差风险,锚筋与牛腿主筋存在空间排布交叉风险;混凝土浇筑过程中埋件易受振捣、浮力等因素影响产生移位,进一步提升了埋件安装精度控制难度[1]。
二、质量影响因素分析
根据以往施工经验和工程现场施工特点,对高精度牛腿埋件从制作到完工验收全过程进行分析,明确在六个方面存在的关键问题,为后续质量控制措施制定和施工工艺优化提供依据,具体如下:
(一)人员因素
1.协同作业不足:各工种间配合不紧密,管理人员监督不力;2.责任心与质量意识不足:未严格执行技术交底要求,自检与互检工作不到位;3.作业人员技术能力不足:缺乏埋件安装经验,对偏差控制要求理解不清晰。
(二)设备因素
1.固定支架误差:测量仪器支架稳定性不足,导致视准误差;2.塔尺标尺误差:塔尺测量时未保持垂直状态;3.测量仪器误差:测量仪器未定期校准,精度不达标。
(三)材料因素
1.预埋件加工误差:预埋件加工时规格尺寸存在误差,钢板表面不平整;2.焊接误差:锚爪焊接时热胀冷缩造成钢板表面平整度误差。
(四)工艺方法因素
1.调平钢筋绑扎不牢固:埋件出现上下晃动,导致整体表面平整度出现偏差;2.埋件加固钢筋绑扎不牢固:埋件在水平方向上可左右移动;3.工序交接失控:钢筋绑扎时未考虑埋件安装位置,导致锚爪与钢筋冲突。
(五)施工环境因素
1.交叉作业:埋件安装完成后,又对钢筋间距进行调整,导致埋件位置偏移;2.混凝土振捣棒碰撞:振捣棒距离埋件较近,导致埋件移位;3.人员踩踏、放置重物:导致埋件标高偏差。
(六)测量放线因素
1.控制线、细部放线存在误差,水平机竖向定位亦存在误差;2.初测与复测点位不一致,导致埋件反复调整,进而造成垂直偏差。
三、措施与施工工艺优化
针对质量影响因素分析,结合工程现场实际情况制定全工序、全流程、精细化的质量控制措施,优化施工工艺流程,设计专用调平工装和抗浮装置,从事前、事中、事后三级进行质量管控,实现埋件安装精度的全过程,提高高精度密集埋件安装一次验收合格率,保障上部钢结构安装精度与结构传力安全[2]。
(一)工艺流程
先决条件→埋件制作→钢筋绑扎→定位放线→工装及埋件安装→埋件校正→混凝土建筑→外观质量检查
(二)先决条件
埋件制作、钢筋及埋件安装前,对所有作业人员进行专项技术交底,特别是对操作特殊工装、测量仪器的人员进行专业培训,考核合格后方可上岗。在各施工环节设置专职质量监督员,全过程监督检查,及时解决工序衔接问题,形成闭环管理。
(三)埋件制作
车间根据埋件加工计划,选择符合设计要求的Q355D 25 mm厚钢板,对表面平整度、锈蚀程度、规格尺寸严格进行管控,不合格材料严禁使用。埋板加工采用数控切割机进行钢板下料、开孔,替代传统人工切割,将加工尺寸误差控制在0.5 mm内;切割完成后进行精准坡口处理,锚筋采用坡口塞焊进行焊接,替代传统贴角焊工艺,减少焊接热输入,降低埋板热胀冷缩引起的焊接变形。整个埋件加工完成后,进行抽检复验尺寸及平整度,抽检不合格时进行全检,保证埋件制作质量。
(四)钢筋绑扎
钢筋绑扎前,先在板底精准放出埋件及钢筋排布线,明确出钢筋避让区域。优先绑扎牛腿底层及中间层钢筋网片,该部位钢筋绑扎成型后调平难度大,需严格按照定位放线进行绑扎,上层钢筋网片可根据埋件安装情况进行微调,全部钢筋网片绑扎完成后采用附加筋进行加固,放置后续各工序中钢筋移位,避免对埋件安装造成质量影响。
(五)定位放线
依据工程测量要求,由专业人员在钢筋上再次进行埋件定位轴线及标高基准点的测放,使用的设备必须是经法定检定合格的水准仪、全站仪等测量仪器;定位轴线允许偏差控制在±2 mm内,标高基准点采用预埋件进行固定。为了确保定位放线过程中产生的误差风险,采用双次复核测量,二次测量由另一组测量人员进行复核,确保测量数据的一致性,两次测放均出具相应的测量报告[3]。
(六)工装及埋件安装
1.专用调平工装设计与应用
由于牛腿埋件安装精度要求高,影响因素大,为确保埋件安装质量,结合现场实际情况设计了一款埋件调平工装,工装由M10×10 mm的螺栓及配套螺母、直径20 mm的HRB400级钢筋等相关材料组成。工装加固时,将螺母与措施钢筋焊接成型固定,埋件就位时在埋件底部用12号铁丝将工装和牛腿钢筋网片的主筋绑扎固定,埋件安装完成后通过旋转调平工装螺杆来调整埋件标高,注意工装应放在埋件边缘,避免埋件锚筋与工装螺杆冲突,工装详见图1。
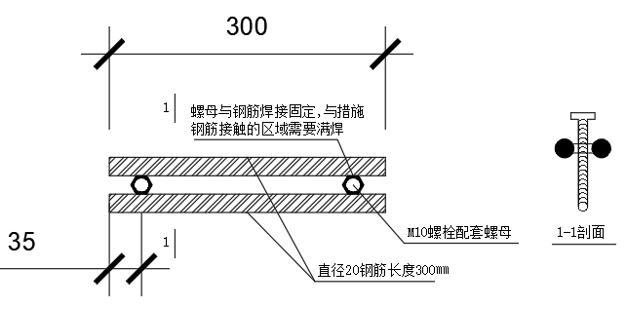
图1 埋件调平工装
2.专用抗浮装置设计与应用
调平工装是为了控制埋件安装过程中的平整度,并不能完成控制混凝土浇筑过程中的埋件上浮,为防止埋件在混凝土浇筑过程中上浮造成的质量误差,经过调研设计出一款抗浮装置,装置由50×100 mm木方、高强螺杆、直径12 mm的HRB400级钢筋和三抓螺母等构件组成,抗浮措施的总长为250~300 mm,埋件底部通过弯钩与牛腿钢筋网片主筋(水平筋)连接,埋件顶部通过木方和三爪螺母紧固固定,抗浮装置详见图2。
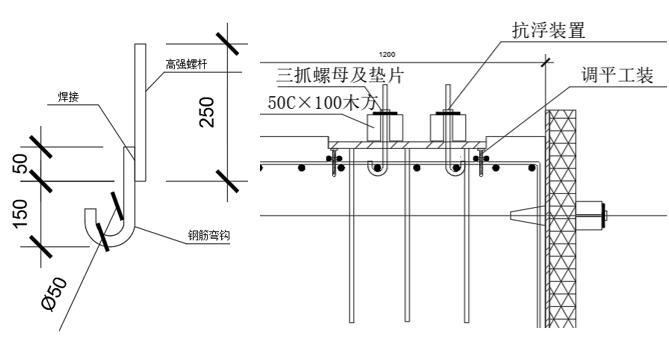
图2 埋件工装示意图
3.埋件标准化安装流程
1.定位标识:根据钢筋上放出的定位轴线引测出预埋件中心线,并用红色油漆在钢筋上标出“十”字定位线;2.安装顺序优化:预埋件从两端向中间进行安装,待两端固定好后,以两块预埋件的中心轴线为基准线,以此直线作为基准线,进行中间预埋件的安装;3.锚筋冲突处理:安装过程中若埋件锚筋与钢筋网片主筋存在轻微冲突,可对锚筋进行轻微弯折处理,若冲突过大时调整钢筋网片主筋,并加设附加筋,严禁切割主筋,确保牛腿结构强度;4.工装协同使用:每块埋件安装的同时配套布设调平工装与抗浮装置,做到“一埋件一工装一抗浮”,确保所有埋件均能实现精准调平与抗浮固定。
(七)埋件校正
预埋件安装完成后,实行班组自检、技术复检和测量专检制度,实现安装偏差的及时发现和整改,确保安装精度符合设计和上部钢结构安装要求。
(八)混凝土浇筑
牛腿混凝土浇筑过程中,选择合适的振捣棒型号,严格控制振捣频率及振捣棒距埋件位置,振捣时采用“快插慢拔”的振捣方式,避免造成埋件移位。埋件从安装到混凝土初凝前,严禁施工人员在埋件上行走、站立或放置任何重物,在埋件周边设置防护警示标识,安排专人值守。
(九)成品复核
混凝土在达到设计强度后,对埋件成品进行100%质量复核,对复核出的偏差和缺陷,重新制定专项措施,明确整改措施、责任人和整改时限,整改完成后重新检测,直至合格,形成质量管控闭环,对钢梁安装提供了满足要求的先决条件。
四、经济效益分析
(一)经济效益分析
经过详细的质量影响因素分析,通过制定的措施和施工工艺优化,对埋件从加工到安装完成中产生的实际安装成本、工装设计和加工费用以及返工成本等方面进行实际测算,最终得出每条牛腿埋件安装可有效节约成本,缩短工期。
(二)社会效益分析
研究形成的高精度密集埋件安装质量控制体系,设计的专用调平工装及抗浮装置,有效地提高了高精度密集埋件的安装精度,开创了高精度群体埋件安装新方法,将埋件平整度误差控制在设计要求的-2~0 mm范围内,保障了上部钢梁与牛腿的完美贴合,确保了结构传力的均匀性与安全性,提升了工程整体施工质量及安全性。
五、结束语
本文通过实际案例分析,将高精度密集埋件安装从加工到成型进行全过程施工工艺优化,并制定专用工装,不仅在成本上取得了显著成效,还有效节约了工期,对后续同类高精度密集埋件安装提供了参考价值。为了适应多项目能适用,在后续工程建设中,还应该从以下方面进一步深化研究:1.BIM技术的融合应用:将BIM技术引入到钢筋、埋件及牛腿结构的三维模型中,提前在模型中进行碰撞模拟测试,优化钢筋与锚筋的排布方案,进一步减少各工序间产生的冲突;2.智能化测量和调平:结合现代化激光扫描、智能传感器等先进设备,实现埋件安装精度的智能化测量调平,替代人工测量,进一步地提高了埋件安装质量精度和水平;3.工装标准化和产业化:对本次研制的工装进行多项目测试和优化,形成多项目可使用的标准化工装,实现产业化生产。(作者:刘晓玲 供职单位:中核华辰建筑工程有限公司)



官方公众号

官方视频号

官方微博号

官方百家号
官方抖音号